
德州冠华深孔加工有限公司
(系德州冠鲁精密机械制造有限公司子公司)
深孔加工专线:15166987816
15165964868
抖音号:shenkongjiagong
快手号:shenkongjiagong
承揽各种孔径,各种长度,各种材料,各种形状,各种精度的深孔加工业务
-
德州冠华深孔加工有限公司
地址:山东省德州市平原县三唐乡京津鲁冀产业园
联系人:郭经理
手机:15166987816
15165964868
邮箱:dzguanhua@dzguanhua.com
-
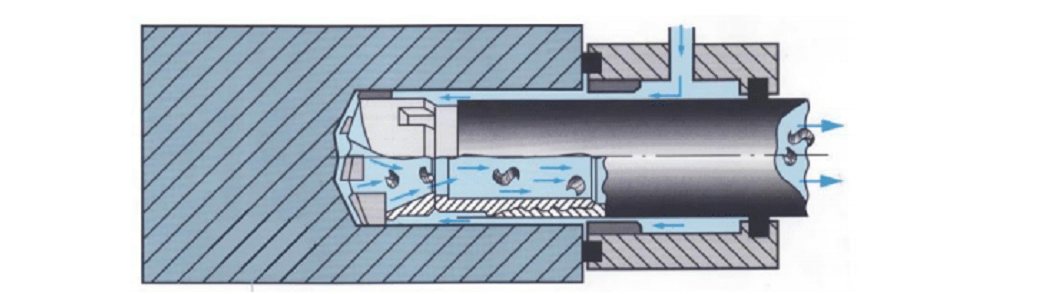
深孔加工技术
随着科学技术的进步,产品的更新换代周期越来越短,新型的高硬度,高强度,高精度零件不断涌现,无论是对深孔加工的效率,加工的质量,还是加工的成本都提出了更高的要求.
深孔加工的特点:
1.深孔加工处于一种封闭或半封闭的加工状态下,不能直接观察刀具的切削和走刀情况.
2.切削在深孔内,排屑路径较长,不便于排屑.
3.切削区的热量不易散发.
4.由于深孔加工中,一般情况下空的长径比比较大,钻杆细长,其刚性差,工作时钻头容易震动和偏斜,且长径比越大,震动和偏斜就越严重.所以难以保证被加工孔德尺寸精度和表面质量.
5.钻头工作在近似封闭的空间,切削热量容易累积,加快了钻头的磨损.
深孔加工时应注意的问题:
主轴,刀具导向套,刀杆支撑套,工件中心架等中心线的不同轴度应符合要求.
2. 检查切削液系统是否畅通和正常工作.
3. 工件的加工断面上不应有中心孔,并避免在斜面上加工钻孔.
4.采用较高速度加工通孔,当钻头即将钻通时,最好停车或降速.防止损坏钻头和工件出口处.
5. 应尽量避免在加工过程中停车,如必须停车,应先停止进给,并将刀具退回一段距离,然后停止油泵和主运动的旋转,以防止刀具在孔中产生"咬死"现象.
6.对深孔盲孔德钻孔,只能采取单边钻孔,孔深尺寸要求严格控制,为了保证深孔尺寸的精度,在粗车外圆时,在工件长度方向要留有足够的加工余量,以便在深孔钻削完成后,加工掉多余部分.
<
>
-

德州冠华深孔加工有限公司
-
-
联系我们
联系人:郭经理
手 机:15166987816
15165964868
地 址:山东省德州市平原县三唐乡京津鲁冀产业园
-
